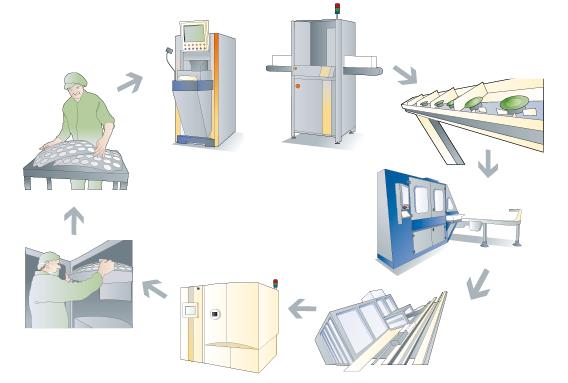
Over the next few months Optician will concentrate on different aspects of the lens manufacturing, and surfacing, process to provide an insight into some of the latest techniques and the equipment involved.
Lens manufacture is essentially a process for shaping, polishing and coating a transparent medium to bend light and change its focal length. The extent to which the light needs to be bent is determined by the prescription measured in practice and the lab uses the details contained within the prescription to create the lens.
All lenses are made from a circular chunk of material known as a semi-finished blank. These are made in volume by lens casters and may be mostly made with a finished front lens or for a few, in an unfinished material.
For simple, low value jobs a semi-finished lens may be cut and edged [shaped to fit the frame] in practice but most practices will use prescription labs for surfaced and more complex, high value work. There are few opticians with the capability to surface semi-finished lenses, but stock single vision finished can be cut to shape in practice.
Technology has transformed all aspects of lenses and their manufacture. The base material of the lens has become increasingly lighter, thinner and more robust while lenses can be tinted, coated and polarised to provide the finished product with a range of properties.
Most importantly computer technology has allowed manufacturing of lens blanks to be taken to levels of accuracy creating the exact prescription the patient needs and correcting higher order aberrations.
Regardless of their properties most lenses start life as a disc of transparent material, typically 60, 70 or 80mm, in diameter and a centimetre or so thick. The blank the prescription lab starts with is determined by the prescription to be surfaced and the frame the lens will need to fit. Low value, single vision prescription spectacles may simply require finished lenses to be picked from stock and cut to the shape of the frame although even in this category 30% will need to be custom surfaced.
More complex work is best completed by skilled dispensing opticians and lab technicians working closely together to choose the best product for the patient, prescription and frame.
Most practice workers are aware how technology has transformed the consulting room but technology has changed the way that prescriptions arrive for manufacture too. Modern systems use electronic data interchange (EDI) systems to send the patient’s prescription, its choice of lens and the frame shape to the lab.
Most EDI systems will sense check the choice of lens and the likely cosmetic outcome even before the job arrives at the lab. The shape of the frame is traced and transmitted to the prescription house so the lens fits exactly. This creates a more accurate result than relying on any pre-loaded pattern of the frame the lab may hold.
Once in the lab, spectacle jobs are generally barcoded, put into trays and prioritised. They will be placed into different coloured trays and transported around on trolleys or, more increasingly conveyor systems. As well as urgency jobs may be categorised depending on the amount of work to be carried out.
The job may be complete spectacles, where the lenses are manufactured, cut to the shape of the frame and fitted into the frame. Partial processes include surfacing of the blank which is left round for edging to the frame shape elsewhere. Where the frame is held at the practice the blank will be surfaced and edged to the correct shape to be fitted into the frame in the practice’s lab.
Once the blank has been selected and the job barcoded and trayed the lens will be placed, either manually or automatically, in a lens marker where the required optical centre position is marked. The lens is then covered with a plastic film, or taped, to protect the front surface. The lens is then blocked, with an alloy lug which is attached to the front of the lens to allow it to be held in place while the back surface of the lens is manufactured.
The lens is then placed in a generating machine which shapes the back of the lens with the necessary prescription. Among the latest developments are blocking systems that bond a plastic block holder to the taped lens surface avoiding the use of low melting alloy material.
The shaping, or generation, of the lens shape has undergone massive change in recent years. Computer numerical control (CNC) technology has moved the manufacture of lenses from analogue systems, which create the curves needed using linear shapes, to digital systems which map tens of thousands of individual points on the lens surface and manufacture the exact shape needed. This digital manufacturing is referred to as freeform generation.
Once the required shape has been achieved the lens has to be polished. This used to be a messy, labour-intensive process. Mechanical smoothing and polishing was carried out with metal formers or laps on to which abrasive pads of varying grades were stuck. The lens would be fixed and the lap rubbed across its surface polishing it to an optical finish.
The pads and laps were swapped manually while water, then an aluminium oxide solution, was played on to the lens. Modern generation machines create the lens’ surface shape to a high precision and many employ additional tool heads to smooth the surface to a finish.
Once the desired level of finish is achieved the block is removed.
Inspection and measurement of the curve generated will then take place and the lenses marked. Older systems simply mark the lens but modern systems often laser etch markings and other information onto the lens surface. If the lens is to be coated it is ultrasonically cleaned. If it is ready to be cut to the shape of the frame it has a button fixed to the back to move onto the edging process.
Lenses may undergo a range of processes at this stage including tinting or other types of coating. Tinting and hard coats are often applied using a dip process. Lenses will be thoroughly cleaned and colours or coatings with an index matching the lens, material applied.
Anti-reflective, hydrophobic, hydrophilic and anti-static coatings are applied in a high vacuum chamber using a deposition process. The lenses are loaded onto carriers, known as domes and then placed in a high vacuum chamber. Materials in the form of powder are placed in the bottom of the chamber and under heat and high vacuum are absorbed into the atmosphere of the chamber and deposited in multiple layers just nanometers thick onto the surface of the lens.
Once the lenses have had all of their treatments applied they have a plastic button applied and enter the edging process. For simple full rim frames the edging process cuts the outline shape of the lens and any edge profile to enable it to fit the frame. Edge treatments may be a simple bevel, a groove for supra fitting or more complex grooving for inline frames.
Modern edgers have developed to include most patterns of frame and have had rimless drilling, notching and reaming included in their capability. Some of the most modern systems also no longer require a block but use a vacuum to hold the lens in place. The edging process also increasingly includes laser etching and printing.
Once cut to shape lenses may be placed in an envelope printed with its details and despatched. If the job is to be fitted within the prescription house the lenses will continue through to the glazing area. Although most practices are capable of glazing frames, offsite glazing services are increasingly used by practices for high value lenses, inline, supra and rimless work. In house glazing may also be offered as part of glazed package deals.
Prescription houses have experienced glazing technicians with access to all of the necessary tools and patterns for materials such as Trivex, polycarbonate or higher index materials. They also handle large volumes of work so are adept at producing perfect jobs day in and day out.
Over the coming months Optician will look in more detail at each of the operations described above, together with some of the services and equipment available.