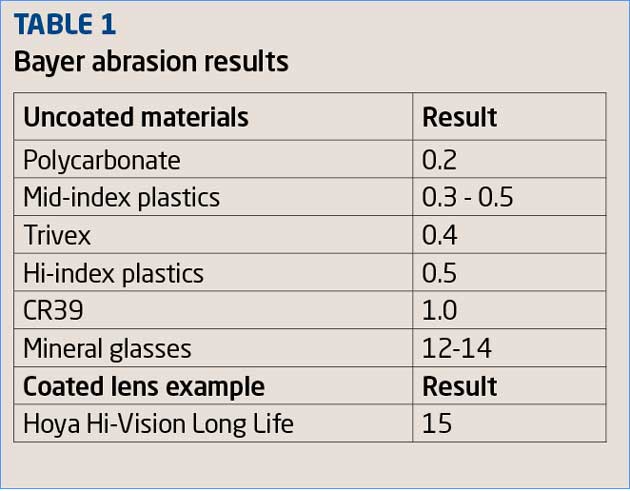
With the popularity of thermosetting plastics such as CR39 and the softer thermoplastic plastics such as polycarbonate, abrasion resistance has become an important issue when considering the durability and longevity of a spectacle lens. Compared to mineral glasses, plastic lenses are far more susceptible to surface damage and degradation. The Bayer Abrasion test is one of the most widely cited test methods for abrasion resistance, subjecting coated and uncoated lenses to a cycle of abrasive tests using oscillating sand or alumina zirconia.
The difference between plastic materials and mineral glasses is quite startling and provides very good justification for the recommendation of a protective coating for most plastics materials (Table 1). The test compares the abrasion generated on a test lens against an ISO Reference Lens (uncoated CR39 lens). Both lenses are mounted in a special lens holder that allows the curvature of the lenses to protrude above the bottom of a tray containing a standardised abrasive media referred to as Alundum ZF-12. The tray is reciprocated in a back-and-forth (to-and-fro) motion at a distance of 4 inches, at 150 cycles per minute for four minutes.
The degree of abrasion is measured by the amount of change in haze as measured by a Hazemeter. A ratio that compares the increase in haze of the test lens to that of the ISO Reference Lens provides a measure of how much more abrasion resistant the test lens is compared to an uncoated lens. Following the test, two lenses are removed from the tray and the amount of abrasion is measured and compared.
While it may be preferable to coat all spectacle lenses, there are some materials that provide an acceptable level of abrasion resistance without being coated, such as crown glass, which is often considered as a bench mark for abrasion resistance. The hard coating of CR39 lenses is also sometimes considered as optional when no reflection-free (RF) coating is specified. For all other materials, the provision of either a hard coat or an RF coating and hard coat is essential if a reasonable level of surface durability is to be expected.
A hard coating should exhibit some or all of the following features:
? Increased scratch resistance to help withstand the damage caused when a sharp object comes into contact with the lens surface
? Increased abrasion resistance to withstand the wear caused by rubbing the lens surface when cleaning
? Be permeable enough to allow the substrate lens to be tinted or in the case of non-tintable materials like polycarbonate, the coating itself or primer should be tintable
? The refractive index should closely match that of the substrate to minimise reflections at the interface and avoid birefringence
? Have a lack of friction across the surface so that particles glide easily across the surface without scratching it.
A hard coat is often used on lenses with refractive indices greater than 1.50 (CR39), which have relatively soft surfaces. In order to prevent crazing and cracking the coating is very thin (usually 0.5 to 10 microns). Two types of hard coatings are used, lacquer and vacuum coatings. Lacquer coatings may be dipped, spun onto the surface of the lens or formed in the mould. Dipped/spun coats are produced in volume, they require ultra-clean conditions, are cheaper and more easily tinted. Vacuum coats are more scratch resistant, not-tintable and may be applied at the same time as reflection-free coatings. A hard coat may be applied to the front surface of the lens only to allow the back surface to be tinted. In the case of in-mould coatings for semi-finished lenses the hard coat will be applied to the back surface of the lens.
Manufacture of hard coats
Hard coatings are generally specified in one of two ways. A lens can be ordered with a hard coat only, solely for improved durability or as part of a multi-layer, multi-purpose coating.
Vacuum coats are commonly manufactured by depositing a layer of around 1.70µm of SiO2 (Siloxane-based matrix) particles onto the lens using a vacuum coating machine. Because the SiO2 is a glass based compound, this method produces an extremely scratch-resistant coating. However, it has a very low permeability which means that if a tinted lens is required the substrate must be tinted before the coating is applied. Adhesion problems can also occur due to stress between the glass-based hard coat and substrate lens when softer plastic substrates are used. Vacuum hard coats are not very common, mainly because of the high cost of vacuum equipment.
Lacquer coatings are produced in two ways, the most common being a thermally cured lacquer. This method is used in high volume manufacture due to its availability in a wide range of indices, making it ideal for use with a variety of substrate materials. In the mass production of plastics lenses, hard coatings are applied by a dipping process, several lenses being dipped at the same time and the coating cured by placing the lenses in an oven or warm-air dried after dipping. Individual lenses can be coated by spinning the lacquer onto the lens surface. This method is popular due to its versatility and reduced proneness to dust contamination. UV cured lacquers, although very similar to the thermally cured version, tend to be less abrasion resistant. This method is often employed for in-mould coating during the casting of semi-finished lenses.
Surface protection and enhancement
Practitioners can specify a surface enhancement or top-coat, often as part of a premium multi-layer reflection-free coating. The hydrophobic and oleophobic properties of these top-coats when combined with modern manufacturing techniques produce ultra-smooth lens surfaces that are surprisingly easy to keep clean and dust free. Hoya’s Hi Vision Long Life is a good example of this type of coating, combining multi-layer anti-reflection, hard coat and a top coat to produce a Bayer abrasion test result exceeding that of mineral glass and yet incredibly easy to keep clean.
In order that water droplets will run off a surface rather than spread out, thereby wetting it, the surface must be smooth at a microscopic level. When a polished glass surface is examined with an electron microscope, it is found to have rough sections that look like peaks and valleys that will trap water droplets. If a very thin film of silicon is deposited on the surface it will fill in the peaks and valleys on the surface making it smooth at a microscopic level. Water runs off the silicon coating, making it hydrophobic. The thickness of the silicon coat is of the order of 10nm. This means that it does not affect the properties of any anti-reflection coat on the surface.
Contact lens practitioners will be familiar with the term wetting angle. The effect of the silicon coating on a spectacle lens is to increase the wetting angle of the surface. In the manufacture of contact lenses, however, in order for the contact lens to be as comfortable as possible the contact lens material should have a low wetting angle. The hydrophobic properties electro-statically repel water molecules, preventing water from spreading across the lens surface. Water instead forms spherical droplets that easily run off the lens, reducing the amount left to dry and trap dust particles on the lens surface. Oleophobic properties provide a similar function but repel grease deposits.
Combining these two functions along with antistatic properties and an ultra-smooth finish produces a lens surface with the following attributes:
? Very low surface energy that resists deposits
? Antistatic properties that repel dust
? Very low friction coefficient allowing liquids to easily run off the surface
? Hydrophobic and oleophobic properties that repel water and grease.
The lenses feel smooth, slippery and very easy to wipe clean. They attract less dirt, dust and grease and are therefore less prone to abrasion through repetitive cleaning routines.
Reflections from spectacle lenses
Ghost images

Any highly polished object will produce a reflection when light is incident upon the surface. For spectacle wearers, the reflections from their highly polished lenses can cause visual fatigue as well as being extremely frustrating. Jalie1 refers to them as ‘troublesome reflections’ and lists five ghost images that can be formed by:
? Total internal reflection at the lens surfaces (Ghost image 1)
? Reflection at the cornea and the back surface of the lens (Ghost image 2)
? Reflection at the cornea and front surface of the lens (Ghost image 3)
? Reflection at the back surface of the lens (Ghost image 4)
? Reflection at the front surface of the lens (Ghost image 5).
Ghost image 1 is generally the most troublesome to the spectacle wearer.
Spectacle lens surfaces will always reflect any available light and in the presence of a suitable light source will form ghost images of that light source. Ghost images are visible if three conditions are met simultaneously.2 The first condition concerns the intensity of the ghost image with respect to the surrounding illumination. Usually, reflections are more noticeable at night and spectacle wearers often complain of ghost images of street lamps or car headlights because the reflected images are viewed against a dark background. The second condition concerns the vergence of the reflected image as for a ghost image to be noticeable the vergence of the light that forms the ghost image must be the same as, or close to the vergence of the light refracted by the spectacle lens. The third condition concerns the position of the ghost image within the field of view. If the ghost image coincides with the source itself it won’t be seen. It also won’t be noticed if it is formed at the edge of the field of view.
Interestingly, ghost image 1 will be in sharp focus if the power of the spectacle lens is plano and this reflection is often commented upon by wearers of plano sunspectacles. Ghost image 1 is not of course restricted to plano lenses but it does remind us of the fact that a RF coating should be considered for all lenses regardless of power. So practitioners who restrict the dispensing of RF coatings to patients with high-power lenses should question the wisdom of such advice. In addition, ghost image 1 is often noticed by wearers of low-power spectacle lenses withh small prismatic corrections. Such lenses should always be dispensed with a RF coating. A RF coating is the only solution for eliminating this reflection.
In summary:
? Ghost images arise due to bright sources surrounded by poor illumination
? The images must be bright enough to stand out against the background, so are rarely noticed by the wearer during the day
? Images 1 and 3 are only in focus for plano or positive lenses
? An RF coating may help to eliminate ghost image 1
? Dispensing solution for image 2: Change lens form/vertex distance
? Dispensing solution for image 3: Change form/thickness/vertex distance
? Ghost images 4 and 5 are formed due to sources behind the head and are only a problem when lenses are large enough to collect light from behind the head
? Dispensing solutions for images 4 and 5: RF coat the lens or change the lens form.
Reflections and lens material
It is evident from Table 2 that higher-index materials have greater surface reflectance and therefore an increased risk of troublesome reflections. It is generally accepted that mid, high and very high index lenses should always be specified with a RF coating for this reason. Thankfully most lens manufacturers generally insist on coating their higher index lenses whether we specify it or not.
Reflection-free coatings
To overcome reflectance, and thus increase the transmission of light passing through a lens, a phenomenon known as destructive interference is employed. Interference is the interaction of two or more waves on each other and can be constructive (to increase reflectance) or destructive. Destructive interference occurs when a crest meets a trough, the waves being half a wavelength out of phase (or 180º phase difference – Figure 1).

In order for a RF coating to be efficient, two conditions must be satisfied. Firstly the amplitude or intensity of the waves reflected at the film/glass interface must be equal. This is known as the amplitude condition (Figure 2) and occurs when the refractive index of the coating material is equal to the square root of the refractive index of the lens.
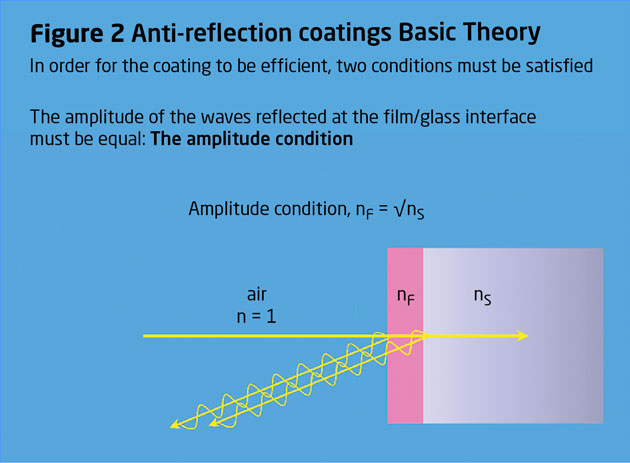
Amplitude condition: nF = v nS
Coating materials need to have a refractive index that is lower than the refractive index of the base-lens material to have a RF effect. The second condition which must be satisfied is that the optical path difference between the reflected wavetrains should be a quarter of a wavelength (?/4). This is known as the path condition (Figure 3).

Path condition: tF = ? / 4nF
Magnesium fluoride (MgF2) has a refractive index of 1.38 and, although not optically ideal, is often used to coat glass lenses. It is of course more effective on high-index materials.
To produce a simple RF coating on a CR39 lens (n=1.498), a coating material with a refractive index of 1.223 would be needed. Unfortunately coating materials with refractive indices this low are not available. In addition, when coating plastics lenses, we are much more restricted in the materials that are available. Glass lenses have the advantage that the coatings can be baked after vacuum coating, making them hard and sufficiently durable to withstand normal handling. Plastics lenses cannot be baked after deposition, so coating materials must be chosen which improve the hardness of the surface. In addition, since plastics materials have a coefficient of expansion far in excess of those of the glass-like layers which make suitable coating materials, there is also a problem that the coating may craze, should the lenses be subjected to thermal or mechanical stress. In order to produce an effective RF coating on a plastics lens it is first necessary to apply a layer of material of a higher refractive index to the lens and then apply a layer of material with a normal refractive index on top of that. So glass materials can be coated with a single layer but a plastics lens must have a double layer. As an example, a plastics lens may first be coated with a material such as zirconium dioxide (n = 2.10) followed by a top layer of silicon oxide (n=1.46). The use of such materials almost satisfies the amplitude condition as v2.10 is 1.45.
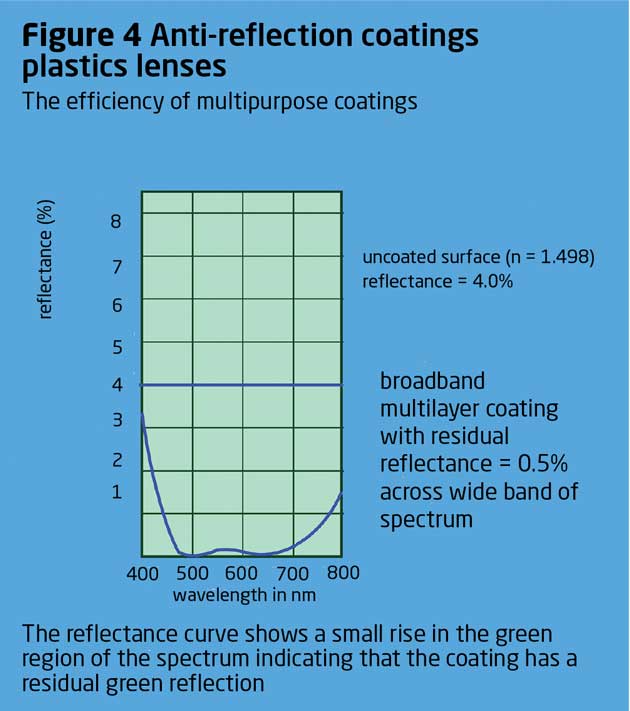
Double-layer coatings on plastics lenses (and single-layer coatings on glass lenses) can only be effective over a narrow range of wavelengths. If we wish to reduce the reflectance and therefore the effectiveness of the coating over the whole of the visible spectrum, a sequence of layers is required, so that different wavelengths may be cancelled. Such coatings are referred to as broadband coatings and when applied to a plastics lens require the use of pairs of alternate high and low refractive index materials known as stacks. One pair of layers is thinner than the other and the thicker pair cancels the central spectral range and the thinner pair the red and blue regions. Some coatings employ three pairs. Typically a broadband RF coating can achieve a reflectance of only 0.5 per cent across a wide band of the visible spectrum with a small rise in the green region of the spectrum indicating that the coating has a residual green reflection (Figure 4).
Reflex colour
In most cases the reflex that is visible from a RF coating will appear pale green or blue/green in nature. Many of the major suppliers have developed their own coating technologies and so the exact nature of this reflex differs from product to product. It can also differ slightly from batch to batch, even when from the same supplier and care should always be taken when ordering a single replacement RF coated lens as the visible reflex may not always match exactly.
Recently several of the major lens manufacturing companies have introduced coatings that are designed to reflect blue light. Unsurprisingly, these products have a distinctly blue reflex which is brought about by altering the thicknesses of the layers within the coating stack. Products include SeeCoat Blue (Nikon), BlueControl (Hoya) and more recently Crizal Prevencia (Essilor). The marketing material from both Nikon and Hoya target their products at users of digital devices for example, LCD and LED computer and television screens, smartphones, tablets and GPS devices. Over-exposure to high-energy blue light is implicated in symptoms such as eye fatigue, eye strain and headaches. The wearers of coatings that reflect blue light may benefit from more comfortable and relaxed vision, improved contrast perception and a reduction in eye strain and fatigue. The marketing material from Essilor takes a different approach and discusses the eye health benefits of reducing harmful blue violet light and reminding us that some blue light (blue turquoise light) is essential to visual and non-visual functions. In summary, Crizal Prevencia reflects 20 per cent of blue violet from the front surface of the lens, reducing RPE cell damage by 25 per cent, allows over 96 per cent transmission of blue turquoise to preserve non-visual functions and reduces UV reflection off the rear surface to greatly enhance overall UV protection.
Multi-layer, multi-functional coatings
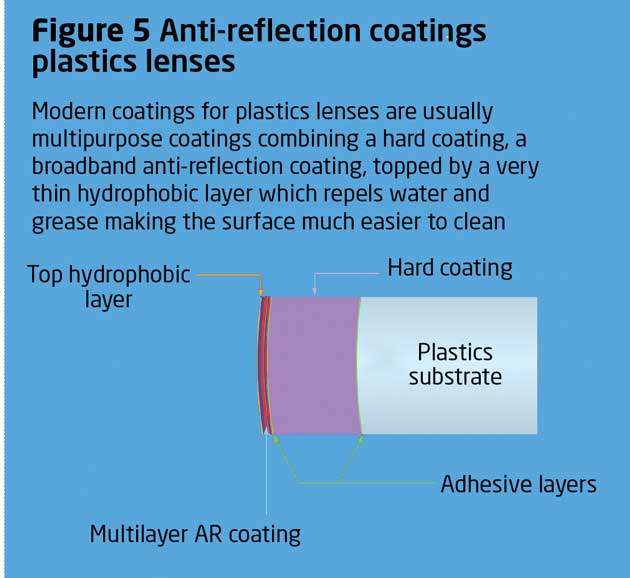
In practice, most modern coatings are multipurpose, in that they combine most of the properties discussed in this article, and coating technologies available permit lens manufacturers to apply a vast complexity of layers by combining various pairs of thick and thin layers along with a hardcoat, various adhesion layers and top coats (Figure 5). A low level of reflection is thus achieved over a wide range of wavelengths, creating a lens with broadband RF qualities, glass-like abrasion resistance, water and grease repellence, antistatic and a super-smooth top surface.
A good quality multi-layer coating should have the following attributes:
? Low luminous reflectance
? Good scratch/abrasion resistance
? Good hydrophobic and oleophobic properties
? High degree of layer adhesion
? Good overall cleanability
? Good long-term durability
? Consistent reflex colour.
References
1 Jalie M. Principles of Ophthalmic Lenses 4th edition The Association of British Dispensing Opticians London UK, 1984, pp 500-506.
2 Jalie M. Ophthalmic Lenses & Dispensing 3rd Edition Butterworth Heinemann Oxford UK pp 75-87,2008.
Further reading
Fowler C and Latham Petre K. Spectacle Lenses: Theory and Practice, Butterworth Heinemann Oxford UK.
Norville Optical (2012) Prescription Companion.
Ophthalmic Lens Availability (2014), The Association of British Dispensing Opticians London UK.
? Figures 1-5 have been adapted from Primer (Essilor/Jalie)
? Andrew Keirl is an optometrist and dispensing optician in private practice, associate lecturer in optometry at Plymouth University, ABDO principal examiner for professional conduct in ophthalmic dispensing, ABDO practical examiner and external examiner for ABDO College