The Oxford Dictionary of Mechanical Engineering (2019) defines materials science as the study of the properties, behaviour, and application of solid substances such as metals, ceramics, glasses, polymers, composites, biomaterials at all scales from the atomic to the macroscopic. The manufacture of spectacles involves materials from almost all groups, often within the same frame, and may also include traditional materials such as wood, horn and fabric whose properties have been widely known for a long time.
In engineering terms, the process of choosing the most suitable material for a particular design application, is called materials selection. It involves an assessment of candidate materials in terms of, for example: density, elasticity, hardness, fatigue resistance, thermal coefficient of expansion, resistance to thermal shock, and corrosion resistance.
The materials selected for the manufacture of spectacle frames depend upon the functionality required of the final product, the design, desired shape, colour and style, number to be made, method of manufacture, tolerances, allergenic properties, cost of manufacture and so on.
A glance at the entries to the Royal College of Art spectacle frame design competition hosted by 100% Optical each year demonstrates design flare and innovation, yet most entries would be unlikely to be a commercial success. In terms of spectacle frames functionality means having the ability to have prescription lenses inserted and securely retained, being capable of adjustment to ensure adequate fit, and ideally retaining the final fitting characteristics so that future realignment is unnecessary.
Tolerances are also important. They exist regarding the description of frame parts, the measurement system used, and aspects such as dermo-compatibility and nickel release.
Standards
The standards with regards to spectacle frame manufacture, that have been consulted in the compilation of this article, have largely been determined through international collaboration, though parts of BS3521-2:1991 (terms relating to ophthalmic lenses and spectacle frames) remain in force at the time of writing having only been partially replaced by:
- BS EN ISO 8624:2011 Ophthalmic Optics. Spectacle Frames. Measuring System and Terminology.
- BS EN ISO 7998:2005 Ophthalmic Optics. Spectacle Frames. Lists of equivalent terms and vocabulary.
BS EN ISO 7998 was developed to reflect the scale of international trade in spectacle frames and to ensure terms are specified, including diagrammatically, in a way that facilitates mutual understanding between opticians, commercial frame buyers, suppliers and manufacturers. It is also particularly useful for students and practitioners consulting text books and online resources from non-British English-speaking countries. Readers of the standard American text System for Ophthalmic Dispensing1 will be aware of the different terminology used either side of the Atlantic: temple for side; hinge for joint; and eyewire for rim are all straight-forward; but what is an endpiece? The assumption might be a tip, but the correct British translation is lug.
The current standards for tolerances, testing methods and terminology in terms of frame materials, manufacture and related processes are:
- BS EN ISO 12870: 2014 Ophthalmic Optics. Spectacle Frames. Requirements and Test Methods
- ISO/TS 24348 Ophthalmic Optics – Spectacle Frames – Method for the simulation of wear and detection of nickel release from coated metal and combination spectacle frames
Frame manufacturers are also able to rely on standards from manufacturers of jewellery, clothes and other items that contact the skin, where specific standards relating to spectacles do not exist. For example: those referenced in BS 12870 include:
- ISO 3160-1 Watch Cases and Accessories – Gold Alloy Coverings – Part 1: General Requirements
- ISO 105-A02, Textiles – Tests for colour fastness – Part A02: Grey Scale for assessing change in colour
- ISO 105-B02, Textiles – Tests for colour fastness – Colour fastness to artificial light: Xenon arc fading lamp test
It should be noted that there are also standards, not covered here, relating to frame specifications in safety eyewear, sunglasses and ready-made reading glasses.
The General Optical Council requires in its Standards of Practice for Optometrists and Dispensing Opticians 2016 that patients, when choosing spectacles, are offered a variety of frame materials as part of the process of obtaining valid consent. Standard 3.1.4 requires ‘ensuring that patients are aware of any risks and options in terms of… sale or supply of optical appliances…’. Yet if a patient requests to look like their favourite pop star, film idol or friend, the chances are they will be shown the requested fashion and, assuming a frame can be found to fit, nothing else.
Making patients aware of their options involves telling them about the differences between metal and plastic frames, full rim, supra and rimless mounts and the pros and cons of each material, style, and bridge fitting. Frame materials, and the overall style and design of a frame, impact the way it performs in terms of weight, how the weight is distributed, comfort, durability, the balance between rigidity and flexibility and the ability to hold its adjustment etc.
There are few risks to wearing spectacles, however important ones that should be discussed include the risk of injury, especially if it is increased by wearing spectacles, and the risk of allergy.
Injury
- Patient lifestyle factors that might cause the spectacles to be impacted in some way. Hazardous tasks include DIY, sports and numerous work and leisure activities. Broken spectacles could render the patient functionally blind if they do not have a spare pair, and broken lenses could physically blind a person in one or both eyes.
- Where there is risk of serious bodily impact or fast flying particles specialist sports or safety eyewear should be considered to reduce the risk of ocular or facial injury.
- Even activities that would not require protective eyewear in an emmetropic patient might require prescription safety or sports eyewear if the patient is unsuitable for contact lenses. For example; activities such as football are unlikely to cause a serious injury if no eyewear is worn, however, a ball striking a frame can transmit the full force of the impact through the frame to the nose and cause serious facial injury.
- From a frame point of view there is risk of serious injury to the nose although very flexible frames tend not to transmit the full force of an impact when compared to rigid frames.
- Adjustable pads on arms tend to bend on impact, however, in the authors’ experience they can cause deep cuts to the skin which take a long time to heal and make wearing spectacles very uncomfortable in the meantime.
- Fixed pad bridges tend to transmit the full force of the impact and are more likely to cause a broken nose. Anyone who has had their spectacles grabbed by an inquisitive baby or toddler can testify that even a gentle knock to a frame can be acutely painful.
Allergy
- Atopy is a genetically determined state of hypersensitivity to environmental allergens2. Type 1 allergic reaction is associated with the IgE antibody and characterised by a group of diseases including asthma, hay fever and atopic dermatitis.
- Atopic patients are known to be more likely to be allergic to a wide range of frame materials including those that rarely cause problems such as stainless steel. It is incumbent upon dispensing opticians and optometrists to take accurate patient histories in this regard.
- Allergy is a hypersensitivity caused by exposure to a specific antigen (allergen), resulting in marked increase in reactivity to that antigen on subsequent exposure, sometimes resulting in harmful consequences2.
- Nickel allergy is the most common allergy relevant to frame materials affecting some 10% of the population and according to a recent Danish study3 is as high as 17% in females, while only affecting around 3% of men.
- It is thought that women, especially those with pierced ears, may have been sensitised by poor quality jewellery and it is noted that nickel allergy has fallen since the European Union introduced regulations regarding nickel release which also apply to spectacle frames.
- It has been found that the other major causes of spectacle related allergy are plasticisers and UV stabilisers4.
The allergenic properties of frame materials are relative, and care should be taken in describing frames as hypoallergenic as in the authors’ experience whatever the material, someone, somewhere, will be allergic it to it.
For example; Optyl is generally regarded as hypoallergenic, however, research has shown people to be allergic to epoxy resins of this type5. On the other hand cellulose acetate is generally regarded as not being hypoallergenic, although some manufacturers claim it is, however, given that it is probably the most common spectacle frame material, and acetate tips and/or nose pads are used on a wide variety of frames made of other materials, in positions that are in contact with the skin, it is not clear whether in relative terms allergy to cellulose acetate is any more prevalent than for other plastic materials.
That said, the widespread use of cellulose acetate means most practitioners will have experience of the small minority of people who have a reaction to acetate especially as it ages and any protective lacquer wears away. Given that different manufacturers use different plasticisers and different UV inhibiting agents (to prevent colours fading for example) and that some are known allergens, opticians would welcome further detail from manufacturers in this regard. Failing this, opticians will stick to what they know, adopting the age old ‘if it ain’t broke, don’t fix it’ approach if patients are satisfied, and finding a new supplier if a product range causes them problems. Frames must comply with legislation regarding nickel release, perhaps they should also include details of known allergens on their packaging?
The perfect frame
Keeping to one side cosmetic appearance for the moment, it is useful to ask what makes the perfect spectacle frame? It should hold its lenses securely, fit perfectly without feeling too tight or sliding forward, and should be lightweight to ensure comfort. To facilitate this, it should be possible to fine tune the fit of the frame, so it must be adjustable with hand tools and mild heat without being damaged by the process or unduly weakened. If the frame will not hold its adjustment indefinitely it should be possible to repeatedly adjust the frame over a reasonable lifetime. The frame should not cause any form of skin irritation, be affected by the acids of the skin, or the normal range of temperature fluctuations and it should not be damaged by commonly encountered cleaning products. So far, the perfect frame has eluded us.
Frame materials
The date of the invention of spectacles in uncertain however Marco Polo details witnessing their use on his travels to China in 1275, and Roger Bacon (1214-1294) advised on the use of convex lenses to magnify images at that time. The first spectacles were little more than a pair of monocles joined together by a nail to form a hinge and act as a crude pince-nez6 and frames were necessarily made of natural materials such as wood, bone and leather. As manufacturing methods improved horn, tortoiseshell and metal became the default frame materials, the latter borrowing techniques from the jewellery trade with the use of precious and semiprecious metals (figure 1).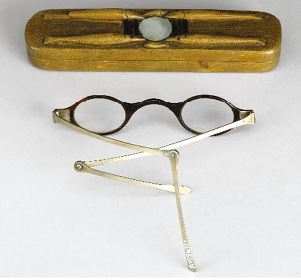
Figure 1: Turn pin spectacles, tortoiseshell front, silver sides, hallmarked Paris, 1819-1838, in carved wooden snap lid case. Courtesy Wellcome Images.
By Victorian times and into the 20th century, quality frames used rolled gold (first patented in 1817) and tortoiseshell. Plastics made their appearance in the mid-20th century – cellulose nitrate and acrylic being among the first, with the still popular cellulose acetate making it first appearance shortly afterwards despite having been discovered in 1865.
In recent decades the use of nylon-based plastics, composite materials, titanium-based alloys, stainless steel and a host of technologies used in the colouring of frames has enabled many traditional dispensing problems to be solved. Some frame materials such as acetate are manufactured using subtractive technologies – that is a block of material is shaped by machine producing a large amount of waste. Over the years various forms of moulding have been used to reduce waste (and in theory cost), however, the cost of moulds is prohibitive for all but the largest volumes. Today the introduction of additive technologies such as 3D printing and powder metallurgy is quietly revolutionising the industry though not always with the knowledge of the optician or the ultimate consumer.
Antique Materials
Opticians are still required to know about (and optical students may be examined in) materials that are now no longer manufactured. There is a buoyant global market in retro and antique spectacle frames and it is important that when presented for glazing or adjustment they are handled correctly to avoid breakage, damage and a costly complaint, or unwittingly breaking the law.
Tortoiseshell
Tortoiseshell frames were made from the shell of larger tortoise species and the now endangered Hawksbill turtle. The sale of tortoiseshell was banned under CITES (the Convention on International Trade in Endangered Species) in 1973. It has similar adjustment properties to buffalo horn, though different colouring, it being the origin of the colour ‘tortoiseshell’ used to describe cheaper plastic imitations. It comes in infinite shades of mottled brown. Colours range from a dark brown mottled appearance to almost solid mid-brown colours through to lighter blond shades which traditionally commanded the highest prices.
Shell frames can be told apart from cellulose acetate as follows:
- Generally thinner profile
- No reinforcements to the sides if made from shell
- Joints are always pinned
- Joints are usually metal to metal – an end plate covers the end of the side, and another protects the front, to prevent wear
PMMA
Polymethylmethacrylate or acrylic was popular after the Second World War and although no longer used for spectacle frames is still widely available under the Perspex, Plexiglas and other brands for a wide variety of commercial applications that value its crystal-clear properties (eg poster/leaflet displays, scleral contact lenses) and ability to be dyed and coloured (eg car rear light assemblies).
Figure 2: Ladies acrylic upswept supra with regular bridge and sinuous drop end sides
Acrylic has one disadvantage as a frame material in that it is rigid and comparatively brittle and cannot be stretched under heat to accept a lens by the usual springing-in process. As such Perspex frames are easy to recognise as they are invariably of a nylon supra style, and being from a certain time in fashion history, almost always of an upswept design (figure 2). That said acetate imitations exist but can be told apart by their reinforced sides. The features of acrylic frames are:
- A highly polished finish that does not diminish with age if looked after
- High transparency with no discolouration with age
- Rigid so requires no reinforcements to sides
- Relatively brittle so only small adjustments possible with high heat
- Styles characterised by upswept supra, sinuous sides and laminated colours
- Pinned joints, often using mushroom or other concealed pins that do not require to pass through the full thickness of the material to remain secure so are not visible to the observer as they would be with nitrate or acetate frames
Cellulose nitrate
Also known as Celluloid and used to make, among other things, the first photographic/cinema film and ping-pong balls, nitrate became popular as a frame material in the 1950s and 60s as the industry sought non-metal alternatives to the increasingly rare and expensive tortoiseshell. The nitration process involves steeping cotton linters in a mixture of nitric and sulphuric acids and subsequent removal, stabilisation, bleaching and washing of the product – a process which requires 160,000 litres of water for every ton of nitrate produced. Cellulose nitrate had limited industrial uses due to poor chemical properties and high flammability, nevertheless it has several properties7 that were prized by spectacle manufacturers seeking alternatives to shell and acrylic:
- Water white transparency but capable of forming highly attractive multi-coloured sheeting
- Rigidity
- Reasonable toughness
- Capable of after shrinkage around inserts – so ideal for the insertion of prescription lenses
Sadly, cellulose nitrate was the cause of many factory and house fires and several deaths including a poor unfortunate woman who caught light to her frame while lighting a cigarette in bed and died of her injuries in hospital three days later.8 As a result of nitrate being discontinued in the NHS frame range, and the introduction of frame flammability standards, it fell into disuse though it was never actually banned as is commonly believed. Because it does not meet current flammability standards it should not be accepted for glazing or adjustment and the patient warned appropriately. For this reason, it is not necessary to know how to adjust nitrate frames merely how to recognise them (figure 3), however for the record the process is similar to acetate, but with extra care not to overheat the frame as the flash point at which it catches fire is close to the softening point at which it should be adjusted. Nitrate frames are still in circulation with many known to have been sold as new unused old stock in flea market/warehouse sales in London as recently as 2012. Nitrate can be recognised by:
- Laminated material similar to acetate
- Now it would be yellowed with age
- A smell of camphor (moth balls) if rubbed or filed
- Reinforced sides
- Pinned joints (never heat sunken as this would have caused it to ignite)

Figure 3: A ladies’ cellulose nitrate frame.
Miscellaneous antique materials
From time to time practitioners may be presented with antique frames that are made from materials such as rolled gold that are still in use today or other materials such as wood, bone and leather that are no longer used except for trims and decoration. In the unlikely event such frames are presented for glazing practitioners are advised to search out a specialist lab who may be able to help.
Current frame materials
Frame materials are broadly split into two categories: plastics, which include composites and some natural materials; and metals; though many frames include both categories in combination.
Plastics
Cellulose based materials
Cellulose, derived most often from cotton linters (short fuzzy fibres remaining on the cotton seeds after the substantial removal of the longer lint fibres that are used for textile production), and occasionally from wood pulp, is the basis for several plastics used in the manufacture of spectacle frames including cellulose acetate, cellulose acetate-butyrate, cellulose acetate-propionate, and cellulose propionate.
Cellulose acetate is produced by pre-treating the cotton with 30-40% of its own weight of pure concentrated acetic (ethanoic) acid for one to two hours. To this mix is added, for every 100 parts of pre-treated cellulose, 300 parts acetic anhydride, 400 parts methylene dichloride and one-part sulphuric acid. The temperature-controlled esterification process takes five to six hours and results in primary cellulose acetate. Next acetylation is carried out in batches in dough-type mixers when 20-25% water or dilute acetic acid is added and the ‘ripening’ process continues for around 72 hours depending on the end use of the product. Once the desired consistency has been reached the acetate is washed and then dried in an oven when it becomes secondary cellulose acetate.
During the production process other compounds are also added to the acetate depending on its final purpose. These include dyes, plasticisers such as triphenol phosphate (added to reduce the viscosity when being extruded or moulded), and stabilisers such as phenyl salicylate are added to absorb UV light and improve resistance to wear. Both these named additives are known allergens and as a result many cellulose acetate frames, depending on the manufacturer, cannot be considered hypoallergenic.
Cellulose acetate-butyrate (CAB) is made by a similar process, one difference being the use of butyric acid instead of methylene dichloride in the esterification process. CAB is better suited to injection moulding and is notably used in the manufacture of safety goggles as well as high volume budget frames. Cellulose acetate-propionate (CAP) and cellulose propionate (CP) which are manufactured using propionic acid during the primary stage, are also moulded. Moulding is a less wasteful process than shaping frames from blocks of material, however, it is only less expensive if sufficient volumes are made to absorb the cost of producing the moulds which are said to be of the order of £50,000 each9.
Although cellulose acetate can be moulded frames are most often made by subtractive processes where the frame is cut from a slab of material using a variety of machines in a process often called routing, but which usually includes the use of saws, drills, and presses as well as a router with a variety of bits of different shapes. Although this may easily be done by hand much of the process is carried out by robots in larger scale manufacturers to provide greater accuracy and consistency. A search on YouTube for ‘acetate spectacle frame manufacture’ will yield several interesting short films showing this process being done both by hand and computer aided manufacturing processes. Although a rather wasteful process it remains popular as it is suited to small batch production and the manufacture of a variety of size and colour combinations.
The acetate slabs may be produced at the drying stage if a single plain colour is required. However, if a mottled colour is required this is achieved by melting granules of acetate in a device akin to a giant heated tray. The mottling is dependent on the proportions of each colour added to the tray and the skill of the technician in mixing the dry granules before they are heated to melt them together into a block. The handmade nature of this process means mottled frames can be as unique when made from acetate as they would be if made from natural products such as shell or horn.
Perhaps acetate’s best feature, and one that enables the practitioner or student to tell it apart from other current frame materials, is the ability to produce laminated colours by fusing together thin layers of the plastic, each of a different colour, under heat and pressure (figures 4-6). Several high-end manufacturers are taking this process to new levels fusing blocks in three dimensions to produce stunning effects, often for unique, one-off frames.

Figure 4: A laminated acetate side to a metal front. The side is made of three layers, an inner layer of transparent blue, a middle green layer, and an outer brown layer.
A common colour combination is to have a clear ‘crystal’ base layer over which is layered one or more other colours. Overall the slab is usually around 8mm thick, of which the crystal layer might be 5 to 7mm. By removing the coloured layers, a clear bridge is revealed underneath. By having several layers, some plain, some patterned or mottled, many interesting effects can be created, however, it is important that the bridge, if it is of the base colour, is thick enough to maintain sufficient rigidity to ensure an appropriate fit.
Figure 5: This shows the removal of the outer brown layer to reveal the green layer beneath. This method of creating interesting patterns and effects is a feature of laminated acetate frames.
Once the front has been shaped it is required to be smoothed and polished. This is done by tumbling the fronts for several days in octagonal wooden barrels with for example nut shells, or specially designed gently abrasive particles. Following tumbling a final polish is achieved with a buffer and polishing agent. Some manufacturers, after ultrasonic cleaning, may also apply a tough polyurethane varnish to further enhance a gloss finish, protect the frame from discolouration and the patient from exposure to possible allergic reaction to plasticisers and other additives.

Figure 6: This shows the inside of the side in the frame shown above. The inner layer is transparent blue and clearly shows the reinforcement to the side. The spring-loaded half joint has been joined to the reinforcement by soldering before it was inserted into the acetate side.
With injection moulded frames the colour can be included as a dye within the plastic at the manufacturing stage and/or can be added afterwards using lacquer, dyes and/or transfer techniques which can provide for very detailed and ornate patterns. With good quality moulds smoothing and polishing are unlikely to be necessary and a high shine is achieved by the addition of lacquer.
Another area where injection moulded frames differ from routed frames is likely to be the method of attachment of the front half joint. Joints can be included as part of the moulding process, or else with propionate frames especially, the front may be moulded without joints but incorporate a design where the joints are attached by screws. Joints that are included in the moulding process can usually be observed to have plastic material above the plate of the joint.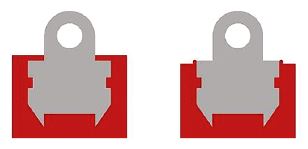
Figure 7: How to tell apart front half joints to plastic frames that are attached at the point of moulding (left) or after the front has been made and attached by heat insertion (right).
Acetate frames sometimes have pinned joints, however, the most common method of attaching the half joint to the front of a laminated acetate frame is through heat insertion. The half joint is held between ‘hot fingers’, a metal tweezer like device that passes an electric current through the half joint to heat it to the required temperature so that it melts its way into the plastic when pushed against it. Heat sunken half joints can usually be told apart from ‘in the mould’ half joints (figures 7 and 9) as there will be no material over the plate of the half joint which may be slightly proud of the surface, and there is usually a tell-tale rim of displaced plastic around the edge of the plate (figure 7 and 8).

Figure 8: A heat inserted half joint to the front and a soldered/welded half joint to the side. Note the plate of the front half joint is proud of the surface of the plastic and there is evidence of melted plastic around the edge.
All cellulose based materials are thermoplastic, that is they become pliable when heated, and can therefore withstand repeated reshaping and adjustment without being damaged. They are, however, not particularly dimensionally stable and as such the sides must be reinforced if they are to maintain the adjusted length to bend. Acetate sides are made in a similar way to fronts, either cut from slabs, or moulded. A side half joint is soldered to a reinforcing wire which must then be inserted into the side. The side is held securely in a specially shaped clamp having first been warmed to soften the plastic – the reinforcement is then pushed into the side.

Figure 9: Cellulose propionate frame with ‘in the mould’ front half-joint and side half-joint that has been soldered to the reinforcement before being inserted into the side.
Alternatively, metal sides may be used and are particularly popular in propionate frames where a metal lug is screwed onto the plastic front. It is important to be able to identify materials correctly if one is to avoid damaging a frame when adjusting it or even cleaning the spectacles. Cellulose propionate is easily damaged by common cleaning agents such as ‘Solution 30’ and has been known to shatter spectacularly on contact, whereas acetate is dissolved by acetone and will be damaged if this is used carelessly for the removal of lens markings for example.
Cellulose based materials probably still account for the majority of plastic frames sold worldwide and in an age of environmental concern patients may be interested to know that they are manufactured from renewable resources. Nevertheless, they are now experiencing increased competition from polyamide (eg Nylon) based materials, epoxy resins (eg Optyl), which alongside composites and metal materials will be the subject of the next article.
Case study – allergic to everything?
Miss P, Rx R&L +20.00DS Add +4.00, attended on the recommendation of a friend whose allergy problems had been solved by the practice and reported that she was allergic to all man-made materials. Miss P only wore clothing made from natural animal fibres such as wool, merino, leather and fur, as she was allergic even to cotton which rendered acetate out of the question.
She sported three pairs of natural tortoiseshell frames that she had had for several decades, one of which was broken. As the prescription required a handmade frame with a small eye size traditional hypoallergenic plastics such as Optyl and SPX were out of the question even if the patient would have tried them. A supplier was found in France that still carried stock and held a licence to sell shell frames and the broken frame was sent for inspection. The supplier could have replicated the frame in shell, however, they recommended repairing the existing frame (shell can be fused together under wet heat (steam) and pressure) and reconditioning the material, which brought it up as good as new.
With the patient requiring four pairs of 1.8 glass aspheric lenses cost became a factor for the second pair and Miss P elected to have her frame copied in buffalo horn. Once glazed the other two pairs were sent for refurbishment and subsequent reglazing as spare pairs. Both patient and practitioner were amazed and delighted how shell could be restored to look as good as new and with so much to potentially to go wrong over the six months it took to satisfy Miss P’s requirements the practitioner was more than a little relieved.
Peter Black MBA FBDO FEAOO is senior lecturer in ophthalmic dispensing at the University of Central Lancashire, Preston, and is a practical examiner, practice assessor, exam script marker, and past president of the Association of British Dispensing Opticians.
Tina Arbon Black BSc (Hons) FBDO CL is director of accredited CET provider Orbita Black Limited, an ABDO practical examiner, practice assessor and exam script marker, and a distance learning tutor for ABDO College.
References
- Brooks, Clifford W and Borish, Irvin M. System for Ophthalmic Dispensing. 3e: Butterworth Heinemann, 2007. 13 978-0-7506-7480-5.
- Walters Kluwer Health. Lippincot, Williams & Wilkins. Stedman’s Medical Dictionary for the Health Professions and Nursing. 7e: Lippincot, Williams & Wilkins, 2012. 978-1-60831-692-2.
- Metal Allergy—A Review on Exposures, Penetration, Genetics, Prevalence, and Clinical Implications. Thyssen JP, Menné T: ACS Publications, 2010, Chemical Research in Toxicology.
- Dermatological aspects of contact dermatitis from eyeglass frames and optical materials. Situm M, Lugović-Mihić L, Bulat V, Peternel R, Vojniković B, Martinis M, Toth I.
- Eyeglass allergic contact dermatitis. Maibach, Tokio Nakada & Howard I. ISSN 0105-1873.
- Law, F. Worshipful Company of Spectacle Makers: WCSM, 1978. p. xv.
- Brydson, J A. Plastics Materials. 6e: Butterworth-Heinemann, 1995. pp. 597-602. 9780750618649.
- Museum, College of Optometrists. Cellulose nitrate spectacles. college-optometrists.org. [Online] https://www.college-optometrists.org/the-college/museum/online-exhibitions/virtual-spectacles-gallery/cellulose-nitrate-spectacles.html.
- CET Workshop C-59867 Frame Materials & Production Technology. Stepper International, Peter Reeve. AIO Cambridge 2017.